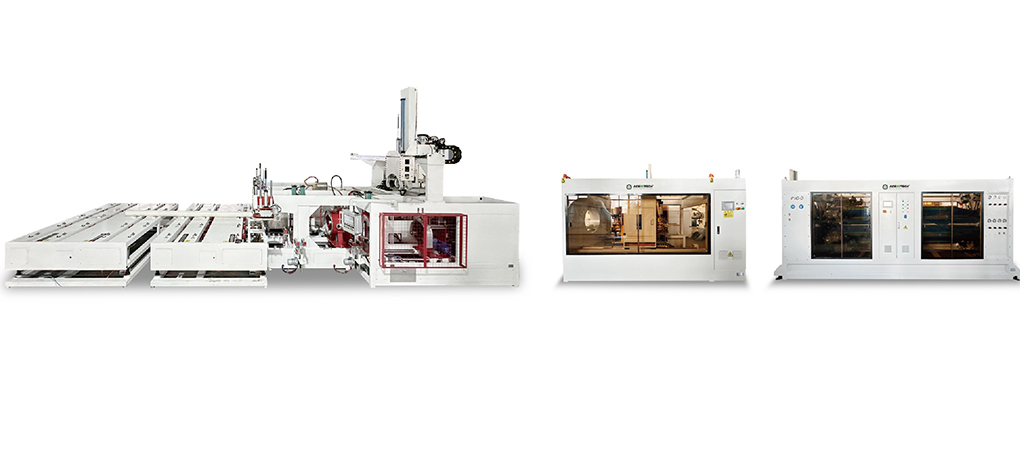




Impact-resistant, Low-temperature-resistant, Strong-toughness PVC-O Pipe Manufacturing Line

Aceretech machines performance reached the international first-class level, and all indicators passed the inspection of the National Chemical Building Material Testing Center. We already successfuly provided multiple PVC-O pipe production lines for many companies and scientific research institutions at home and abroad. We can provide customers with a complete set of technical solutions such as equipment, processes, formulas, and personnel training, as well as turnkey projects.
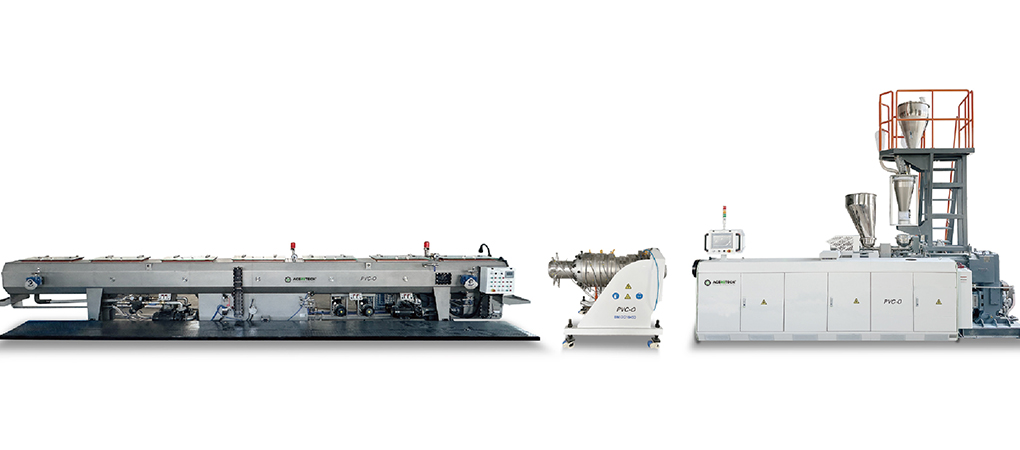
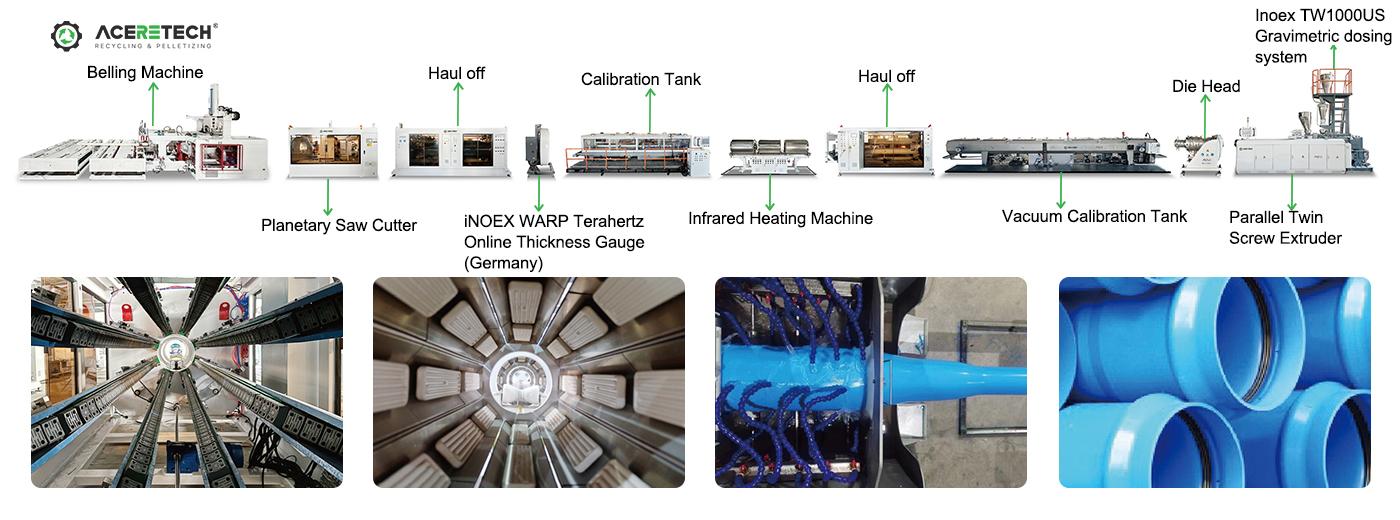
PVC-O Plastic Pipe Making Extrusion Line
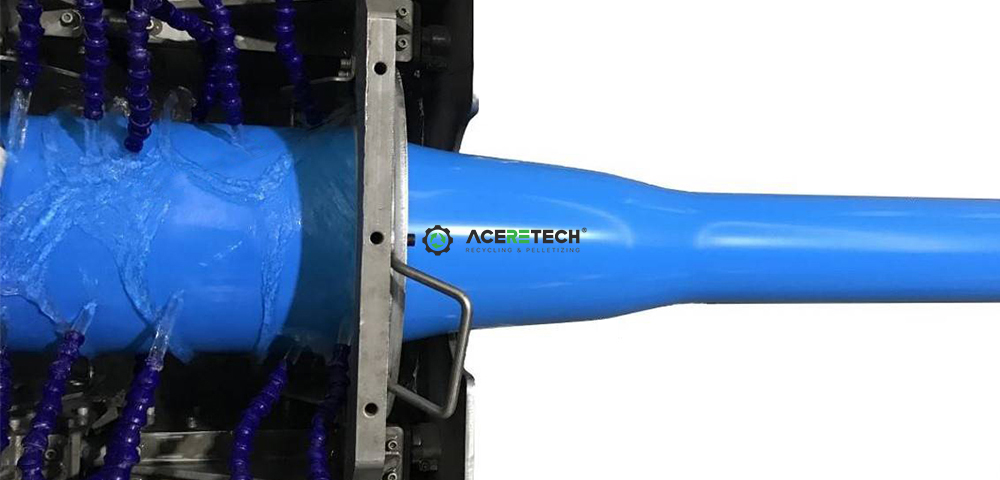
The PVC-O pipe is a pipe produced by the bidirectional stretching process. The perfomance of the pipe producedby this proces is greatly improved compared with PVC-U pipe, the impact resistance of the pipe isimproved by about 4 times, the toughness is still maintained at minus -20" C, and the wall thickness ofPVC-U pipe is reduced by half under thesame pressure. About 47% of the raw material is saved, and athinner wall thickness means that the pipes water conveying capacity is stronger, the pipes are lighterand more convenient to install, and the transportation cost is lower.


PVC-O Pipe Introduction
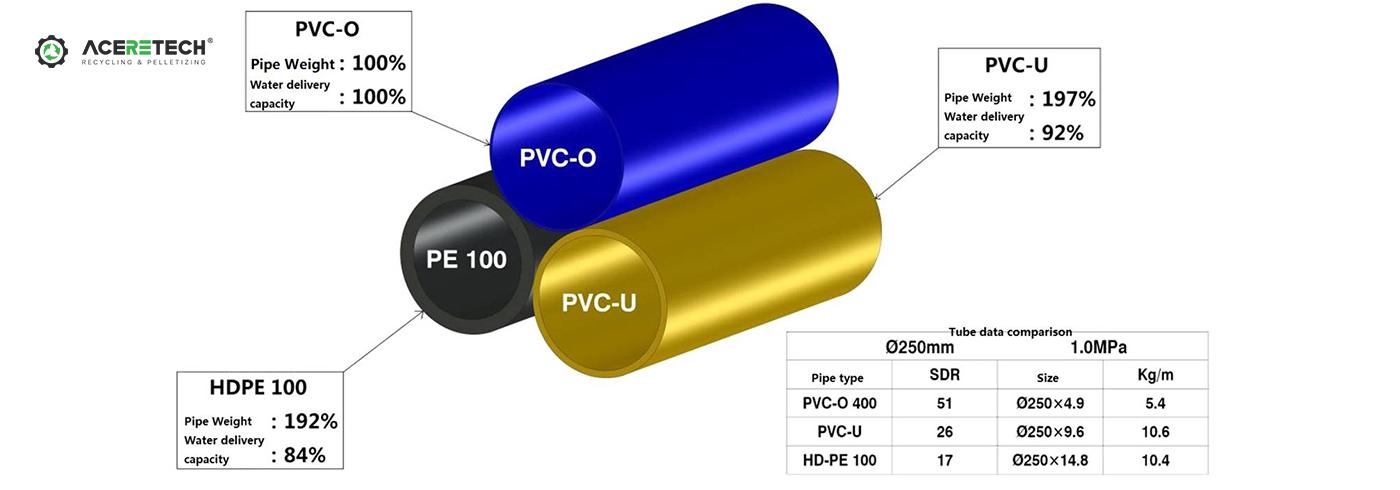
By stretching the PVC-U pipe produced by extrusion in both axial and radial directions, the long PVC molecular chains in the pipe are arranged in an orderly biaxial direction, so that the strength, toughness and resistance of the PVC pipe can be improved. The performance of punching, fatigue resistance, and low temperature resistance has been greatly improved. The performance of the new pipe material (PVC-O) obtained by this process greatly exceeds that of the ordinary PVC-U pipe.
Studies have shown that compared with PVC-U pipes, PVC-O pipes can greatly save raw material resources, reduce costs, improve the overall performance of the pipes, and lower the cost of pipe construction and installation.
Data Comparison Between PVC-O Pipes and Other Types of Pipes: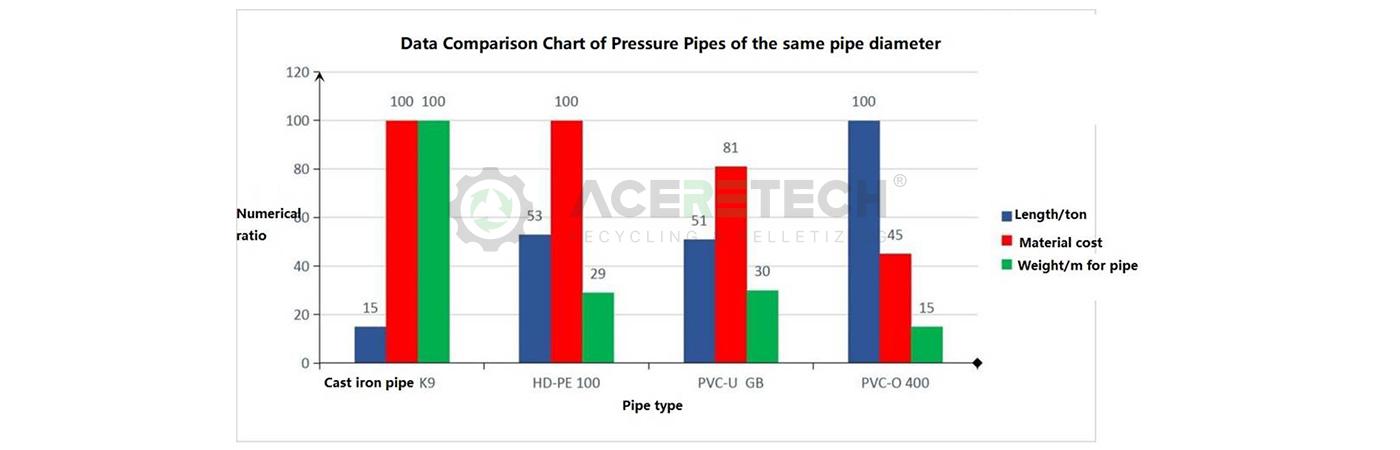
The chart lists 4 different types of pipes (under 400mm diameter), namely cast iron pipes, HDPE pipes, PVC-U pipes and PVC-O 400 grade pipes. It can be seen from the graph data that the raw material cost of cast iron pipes and HDPE pipes is the highest, which is basically the same. The unit weight of the cast iron pipe K9 is the largest, which is more than 6 times that of the PVC-O pipe, which means that the transportation, construction and installation are extremely inconvenient. PVC-O pipes have the best data, the lowest raw material cost, the lightest weight, and the same tonnage of raw materials can produce longer pipes.
Physical Index Parameters and Examples of PVC-O Pipes
| No |
Item |
Unit | Index |
| 1 | Pipe density | Kg/m³ | 1350~1460 |
| 2 | PVC numerical polymerization degree | k | >64 |
| 3 | Longitudinal tensile strength | MPa | ≥48 |
| 4 | The longitudinal tensile strength of the power pipe is 58MPa, and the transverse direction is 65MPa | MPa | / |
| 5 | Circumferential tensile strength, 400/450/500 grade | MPa | / |
| 6 | Shore hardness, 20℃ | HA | 81~85 |
| 7 | Vicat softening temperature | ℃ | ≥80 |
| 8 | Thermal Conductivity | Kcal/mh℃ | 0.14~0.18 |
| 9 | Dielectric strength | Kv/mm | 20~40 |
| 10 | Specific heat capacity, 20℃ | cal/g℃ | 0.20~0.28 |
| 11 | Dielectric constant, 60Hz | C^2/(N*M^2) | 3.2~3.6 |
| 12 | Resistivity, 20℃ | Ω/cm | ≥1016 |
| 13 | Absolute roughness value (ka) | mm | 0.007 |
| 14 | Absolute roughness (Ra) | Ra | 150 |
| Pipe sealing ring | |||
| ★ | R port socket sealing ring hardness | IRHD | 60±5 |
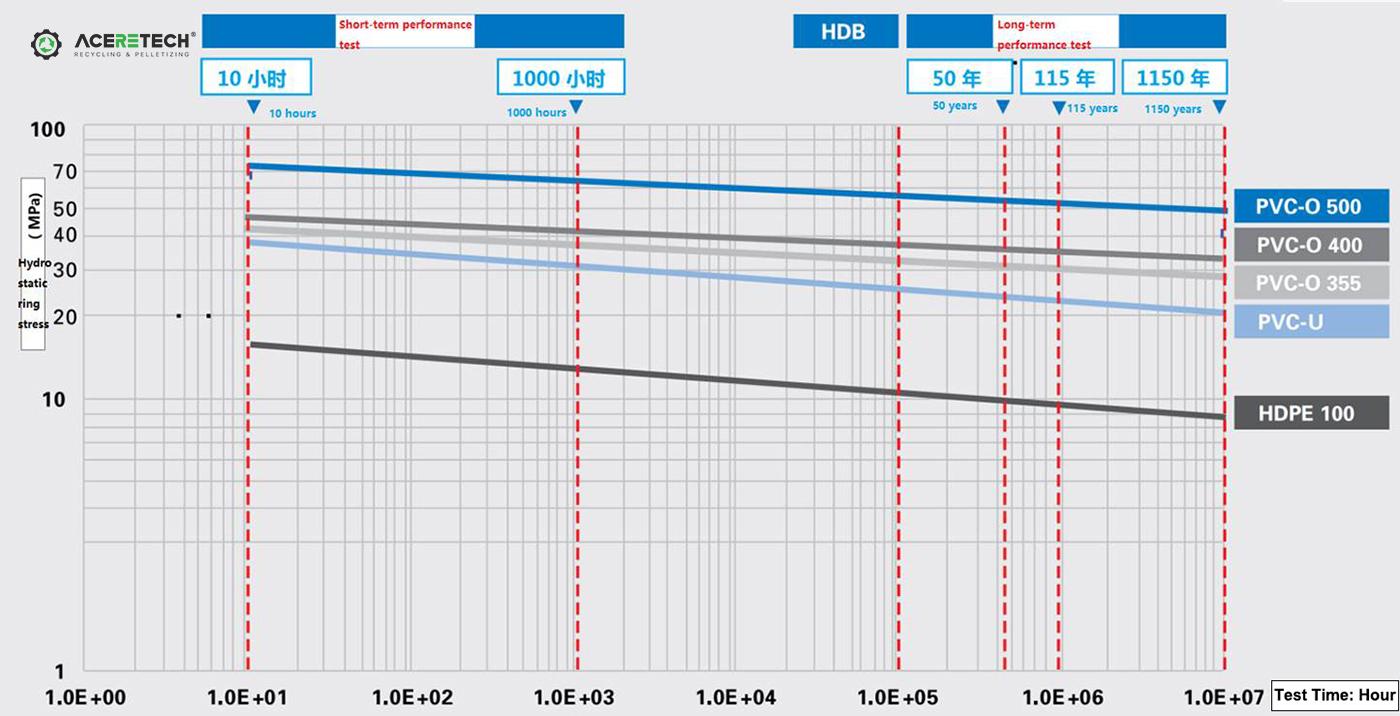
Comparison Chart of Hydraulic Curve of Plastic Pipe
Relevant Standards for PVC-O Pipes
International Standard: ISO 16422-2014 South African Standard: SANS 1808-85:2004
Spanish standard: UNE ISO 16422 American standard: ANSI/AWWA C909-02
French Standard: NF T 54-948:2003 Canadian Standard: CSA B137.3.1-09
Brazilian Standard: ABTN NBR 15750 Indian Standard: IS 16647:2017
China Urban Construction Standard: CJ/T 445-2014 (GB national standard is being drafted)
PVC-O Pipe Production Method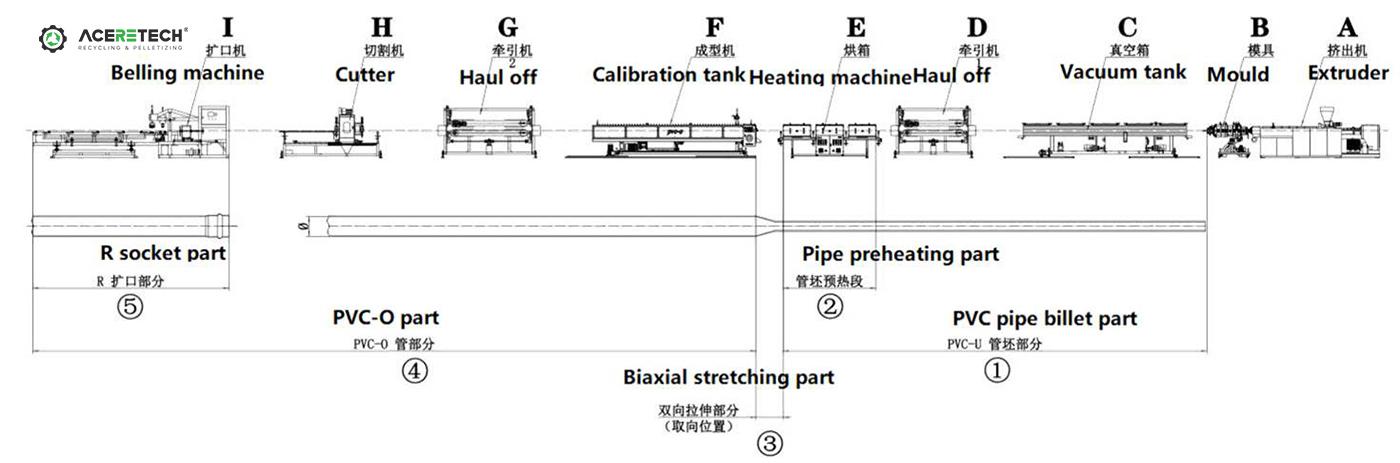
Technical Parameters
| DN mm |
PN |
Thickness mm | Ring Stiffness kN/m3 | Extension ratio % | Output Kg/h |
| 110 | 12.5 | 2 | 2.12 | 1.95 | 200-220 |
| 110 | 16 | 2.6 | 4.73 | 1.95 | 200-220 |
| 110 | 20 | 3.2 | 8.97 | 1.93 | 200-220 |
| 110 | 25 | 4 | 17.91 | 1.85 | 200-220 |
| 160 | 12.5 | 2.9 | 2.1 | 1.94 | 240-260 |
|
160
| 16 | 3.7 | 4.42 | 1.94 | 240-260 |
|
160
| 20 | 4.6 | 8.65 | 1.91 | 240-260 |
|
160
| 25 | 5.8 | 17.74 | 1.85 | 240-260 |
| 200 | 12.5 | 3.6 | 2.05 | 1.93 | 290-310 |
| 200 | 16 | 4.6 | 4.35 | 1.93 | 290-310 |
| 200 | 20 | 5.7 | 8.42 | 1.91 | 290-310 |
| 200 | 25 | 7.2 | 17.36 | 1.85 | 290-310 |
| 250 | 12.5 | 4.5 | 2.05 | 1.93 | 310-330 |
| 250 | 16 | 5.8 | 4.47 | 1.93 | 310-330 |
| 250 | 20 | 7.2 | 8.69 | 1.89 | 310-330 |
| 250 | 25 | 9 | 17.36 | 1.85 | 310-330 |
| 315 | 12.5 | 5.7 | 2.09 | 1.93 | 380-400 |
| 315 | 16 | 7.2 | 4.27 | 1.93 | 380-400 |
| 315 | 20 | 9 | 8.48 | 1.89 | 380-400 |
| 315 | 25 | 11.4 | 17.65 | 1.85 | 380-400 |
| 400 | 12.5 | 7.2 | 2.05 | 1.93 | 500-520 |
| 400 | 16 | 9.2 | 4.35 | 1.93 | 500-520 |
| 400 | 20 | 11.4 | 8.42 | 1.89 | 500-520 |
| 400 | 25 | 14.4 | 17.36 | 1.85 | 500-520 |
| 450 | 12.5 | 8.3 | 2.21 | 1.93 | 550-600 |
| 450 | 16 | 10.3 | 4.28 | 1.93 | 550-600 |
| 450 | 20 | 12.8 | 8.37 | 1.89 | 550-600 |
|
450
| 25 | 16.2 | 17.36 | 1.85 | 550-600 |
| Diameter Range (mm) |
Extruder type |
Extrusion Power (KW) | Max. Capacity (KG/H) | Dimension (meter, L X W X H) |
| Ф90-250 |
PLPS78-33 | 47 | 330 | 55*4*4 m |
| Ф110-450 |
PLPS93-37
| 79 | 600 | 67*5*4.4 m |

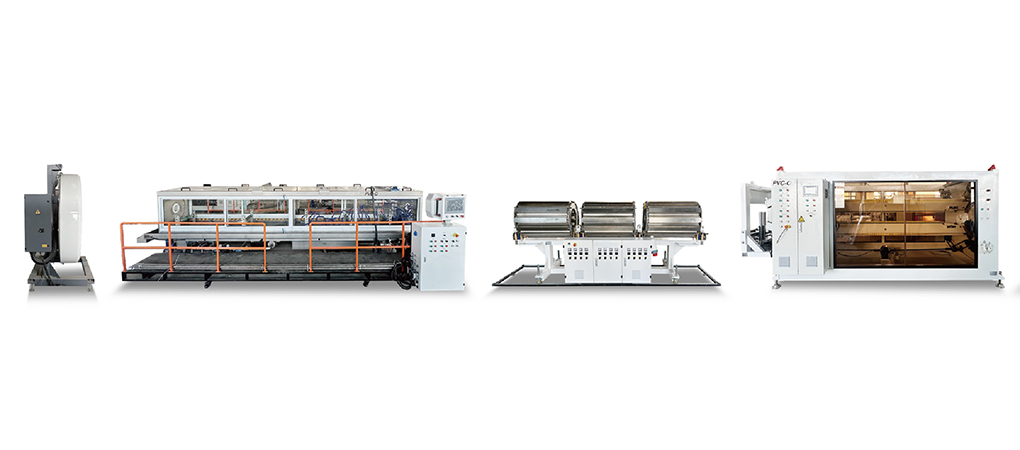
Main Extruder
The main extruder features an advanced parallel twin screw design that ensures stable material feeding and highly efficient plasticizing performance. The 38:1 L/D ratio enhances the melting capability, making it ideal for HDPE pipe, sheet, and profile production. Equipped with a high-torque gearbox and energy-saving motor, it operates smoothly with low noise and reduced energy consumption.
Equipped with advanced temperature control systems, the extruder maintains stable quality across varying production conditions, accommodating different formulations.

Mould
The mould incorporates a specially designed flow channel that ensures uniform material distribution and optimized melt flow, suitable for producing HDPE pipes of various diameters and wall thicknesses. The die head is precision-machined and features a chrome-plated surface for enhanced wear resistance and corrosion durability, ensuring a long service life.
Durability: Molds are made from high-quality alloys, offering longer service life and the ability to withstand high temperatures and pressures.

Vacuum Calibration Tank
The vacuum tank is equipped with an efficient vacuum calibration system to ensure rapid pipe forming and precise dimensions. Constructed from stainless steel, it offers excellent corrosion resistance. The tank features automatic water level control and a water circulation system, significantly saving water resources and reducing energy consumption.The spray cooling tank uses multiple high-efficiency spray nozzles for uniform cooling, quickly lowering pipe temperature and ensuring that the finished product maintains its shape. A water temperature control system is integrated to further enhance production stability and product quality.

Haul-off Unit
The haul-off unit is designed with pneumatic pressure and features a maximum traction force of 35,000N, ensuring stable and reliable performance during extrusion processes. The unit's traction speed is adjustable up to 4m/min, allowing for precise control. Equipped with a high-grade silicone rubber block (55x29x28mm) with a high friction coefficient, the system offers long-lasting, efficient traction while minimizing wear.

Cutting Machine
The cutting machine features a high-precision synchronous control system, ensuring dust-free cutting with smooth and clean edges. The blade rotates around the pipe and is pneumatically controlled for precise entry, allowing for high-quality cuts without any debris. The cutting speed is synchronized with the production line at up to 4m/min, optimizing both production efficiency and quality. The machine is controlled by Siemens PLC, ensuring stable and reliable performance. Additionally, the soundless cutting chamber reduces noise pollution during operation.

Belling Machine
During the socketing process, a plug is placed inside the pipe to prevent heating and shrinkage. The picking and placement of the plug body are fully automated, performed by a robot. The oven features a water cooling ring to regulate the heating temperature of the pipe's end face, while the socket die is equipped with hot air heating for precise temperature control. Trimming is carried out at an independent workstation for enhanced efficiency.
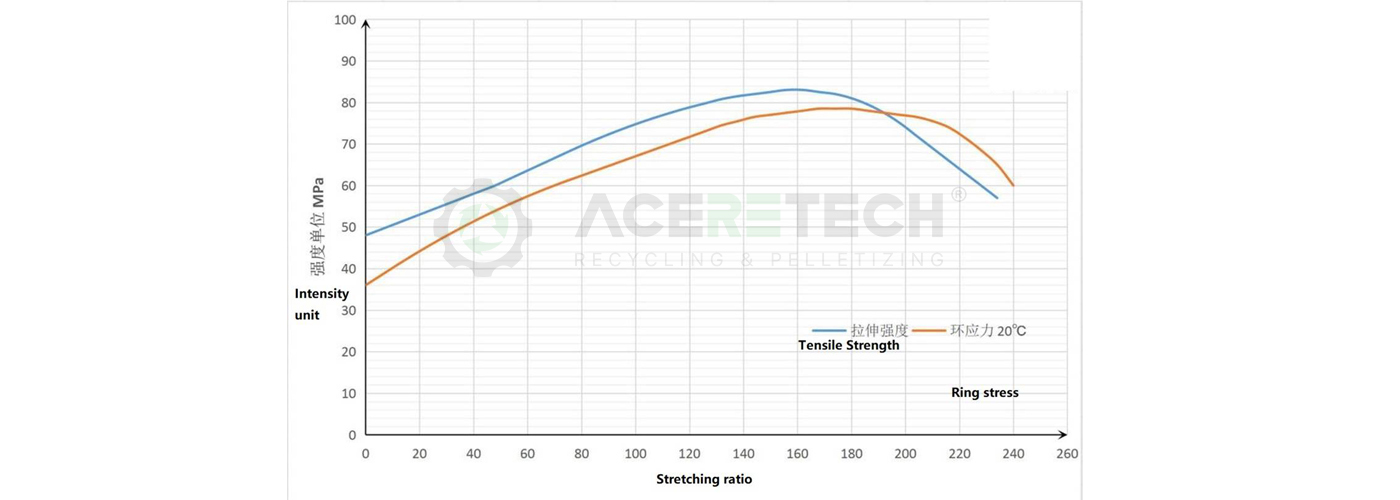
The figure below is the relationship between PVC-O stretching ratio and pipe performance: (for reference only)